
Page 57 - 電路板季刊第110期
P. 57
電路板季刊 2026.1 專業技術 55
不同光的吸收率會有差異,而高頻高速與Q 玻璃的導入,會不斷挑戰加工的難度。圖
2.不同材料對不同光波的吸收率。
圖2、不同材料對不同波長的光吸收率
在雷射鑽孔方面,重點並不是放在吸收率的高低,而是吸收率與孔底殘膠的差
異。吸收率偏低,有機會可以靠調整雷射功率來完成加工,這方面可見光與紅外光在
樹脂與玻璃纖維方面,表現差異有限。但是在銅吸收率部份,500-600nm左右的可見
光,就高出紅外光不少。這對銅面直接加工(DLD),可見光或UV都有比較好的表現。
理論上,UV的吸收率差異相對更小但可惜的是這類光源目前瓦數相對偏小,要產生比
較大的光斑難度較高,因此加工略大的孔效率偏低,且必須要靠繞行(Spiral)加工。
目前高頻高速的樹脂,基本上已經不能用傳統FR-4的吸收率來評估了,這方面恐
怕基材廠商需要做進一步研究,提供比較具體的數據。
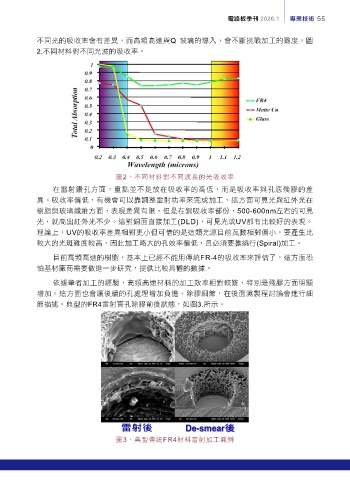
依據筆者加工的經驗,高頻高速材料的加工效率相對較難,特別是殘膠方面明顯
增加。這方面也會讓後續的孔處理增加負擔。除膠細節,在後面濕製程討論會進行細
節描述。典型的FR4雷射盲孔除膠前後狀態,如圖3.所示。
圖3、典型傳統FR4材料雷射加工範例