
Page 17 - 電路板季刊第107期
P. 17
電路板季刊 2025.4 專業技術 15
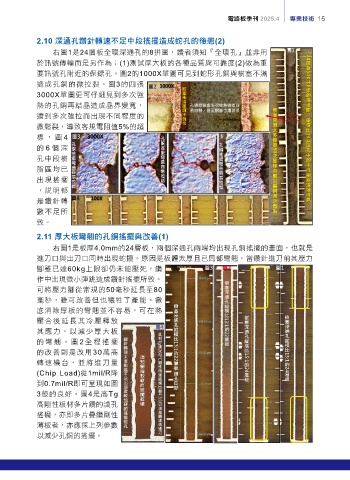
2.10 ଉஷˆ০ᔷʔԑʕݬศᓖிϓஊˆٙܝઃ(2)
右圖1是24層板全環深通孔的8拼圖,讀者須知『全環孔』並非用 圖1 24 層板
於訊號傳輸而是另作為;(1)測試厚大板的各種品質與可靠度(2)做為重
要訊號孔附近的保鏢孔。圖2的1000X單圖可見到蛇形孔銅與樹塞不滿 50X 共
造成孔銅的微拉裂。圖3的四張 1000X 樹塞未滿護銅不到位 8 張的拼接圖 縱橫比 ,
3000X單圖更可仔細見到多次強
熱的孔銅再結晶造成晶界變寬, 樹塞空洞太多經歷
遭到多次強拉而出現不同程度的
微鬆裂,導致客規電阻值5%的超
標,圖 4 孔銅搖擺彎曲容易拉鬆 3000X 孔銅搖擺彎曲容易拉鬆 孔銅搖擺彎曲容易拉鬆 13:1 深孔中的不良樹塞清晰可見
的 6 個深 50 次回焊中難以護銅減少微裂
孔中段樹
脂區均已
出現搖擺
,說明都
是鑽針轉 圖4 100X
數不足所
致。
2.11 ێɽؐᛃᔔٙˆზศᓖၾҷഛ(1)
右圖1是板厚4.0mm的24層板,兩個深通孔兩端均出現孔銅搖擺的畫面,也就是
進刀口與出刀口同時出現蛇擺。原因是板體太厚且已局部彎翹,當鑽針進刀前其壓力
腳雖已達60kg上限卻仍未能壓死,鑽 圖3 圖2 圖2 圖1
作中出現微小彈跳造成鑽針搖擺所致。
可將壓力腳從常規的50毫秒延長至80
毫秒,雖可改善但也犧牲了產能。徹
底消除厚板的彎翹並不容易,可在熱
壓 合 後延 長 其 冷壓 釋 放
其 應 力, 以 減 少厚 大 板
的彎翹。圖 2 全程搖擺 13:1
的改善則是改用30萬高 15:1
轉 速 機台 , 並 將進 刀 量 22 15:1
(Chip Load)從1mil/R降 24 24
到0.7mil/R即可呈現如圖
3般的良好。圖4是高Tg
高剛性板材多片鑽的淺孔
搖擺,亦即多片疊鑽剛性
薄板者,亦應採上列參數
以減少孔銅的搖擺。