
Page 16 - 電路板季刊第107期
P. 16
14 專業技術 厚大板深通孔的故事
2.8 ଉஷˆ෬፼ʲᅵືٙଉɝᝈ࿀
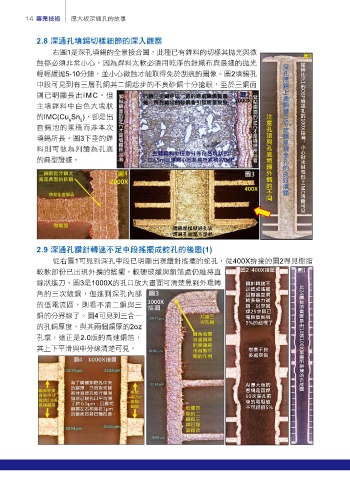
右圖1是深孔填錫的全景接合圖,此種已有銲料的切樣其拋光與微
圖1
蝕都必須非常小心,因為焊料太軟必須用乾淨的針織布與最細的拋光
輕輕緩拋5-10分鐘,並小心微蝕才能取得免於刮痕的圖像。圖2填錫孔
中段可見到有三層孔銅其二銅起步的不良砂銅十分搶眼,至於三銅面 9:1
則已明顯長出IMC。但 圖2 OSP
1000X
主填銲料中白色大塊狀
的IMC(Cu Sn ),卻是出
6 5 OSP
自錫池的累積而非本次 100X
填錫所長。圖3下垂的銲
料則可做為判讀為孔底
的典型證據。
圖4 圖3
圖3
400X IMC
漂錫是模擬通孔波
焊其孔底呈下垂狀
2.9 ଉஷˆ০ᔷʔԑʕݬศᓖϓஊˆٙܝઃ(1)
從右圖1可見到深孔中段已明顯出現鑽針搖擺的蛇孔,從400X拚接的圖2得見樹脂
較軟部份已出現外擴的搖擺,較硬玻纖與銅箔處仍維持直 圖2 400X接圖 圖1
線狀進刀。圖3是1000X的孔口放大畫面可清楚見到外環轉 鑽針轉速不 此
足造成搖擺, 24 層板的畫面是由
角的三次鍍銅,但進到深孔內部 且樹塞空洞
較多無力護
的低電流區,則看不清二銅與三 銅,以至回
焊25次即已
銅的分界線了。圖4可見到三合一 電阻值客規
的孔銅厚度,與其兩個頗厚的2oz 5%的超標了 10 張
孔環,這正是2.0版的高速銅箔, 100X 單
其上下平滑與中分線清楚可見。 樹塞不良 成圖 接的合 圖所拚
多處空洞
AI厚大板的
客規是回焊
50次深孔前
後的電阻值
不可超過5%