
Page 52 - 電路板季刊第111期
P. 52
50 專業技術 盲孔底部分離的判讀與檢討
雷射加工機,一般探討關注的重點是:激光種類特性、可用光斑、可加工材料
等。筆者因為面對工廠端不斷增加的電漿設備負擔(設備成本、佔地與消耗工時、製程
不連續),而將技術研發目標重點放在降低殘膠、免除黑化(MSAP)、小孔能力(含有纖
維的50um以下、不含纖維的35um以下)為目標。又因為需要新的無機材料加工能力,
指定需要提供玻璃、陶瓷、矽晶圓的加工能力。當然,設定目標是能力範圍,未必需
要一機多用途。
前文會花篇幅陳述材料特性,正是因為這些特性會明顯影響盲孔加工。目前業界
最常用的材料分類法,是以絕緣材料有沒有含玻璃纖維當分野,而膠片構成的電路板
就是含玻璃纖維的材料。高密度封裝載板,則比較關注純樹脂的ABF類材料。以加工
難度說,兩者各有不同需要關注的重點。因為最近被詢問的方向,是以所謂的M8/M9
材料為主,因此本文也以這方面的討論為重點,偶爾加入ABF類的技術討論。
3. ཤ࢛̋ʈٙϓ؈
CO2雷射機功率大,對於較高面銅厚度的基材做盲孔加工,只要經黑化強化光吸
收率處理,對加工效率與鑽大孔確實有明顯幫助。但因為光源屬於遠紅外範圍(波長約
10000nm),其移除材料的反應模式比較偏熱融(一般各種雷射移除材料機制屬於熱融
與光分解兩種模式的混合)。電路板屬於所謂複合材料,如前文所述各搭配材料,對長
波長的吸收率會有差異,導致各材料的加工反應差異變大,各材料間的切削表現與後
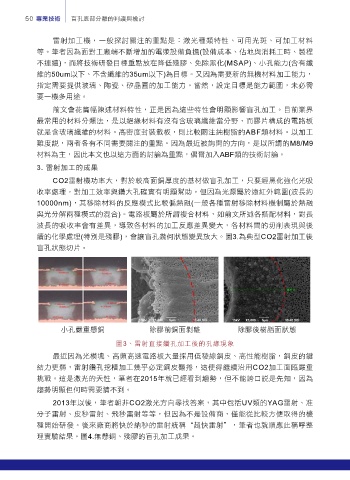
續的化學處理(特別是殘膠),會讓盲孔幾何狀態變異放大。圖3.為典型CO2雷射加工後
盲孔狀態切片。
小孔嚴重懸銅 除膠前銅面剝離 除膠後樹脂面狀態
圖3、雷射直接鑽孔加工後的孔緣現象
最近因為光模塊、高頻高速電路板大量採用低稜線銅皮、高性能樹脂,銅皮的鍵
結力更弱,雷射鑽孔挖槽加工幾乎必定銅皮翻捲,這使得繼續沿用CO2加工面臨嚴重
挑戰。這是激光的天性,筆者在2015年就已經看到趨勢,但不能誇口說是先知,因為
趨勢明顯但何時需要猜不到。
2013年以後,筆者朝非CO2激光方向尋找答案,其中包括UV類的YAG雷射、准
分子雷射、皮秒雷射、飛秒雷射等等,但因為不是設備商,僅能從比較方便取得的機
種開始研發。後來廠商將快於納秒的雷射統稱“超快雷射",筆者也就順應此稱呼整
理實驗結果。圖4.無懸銅、殘膠的盲孔加工成果。