
Page 73 - 電路板季刊第111期
P. 73
電路板季刊 2026.4 專業技術 71
制,為其實現M9材料的冷精密加工提供了理論上的可行性。然而,要將這一理論潛力
轉化為穩定、高效、高品質的加工現實,必須對鐳射與材料相互作用過程中的能量投
放時空序列進行精確控制。這直接依賴於對重複頻率、單脈衝能量、掃描速度、光斑
重疊率等核心工藝參數的協同優化。
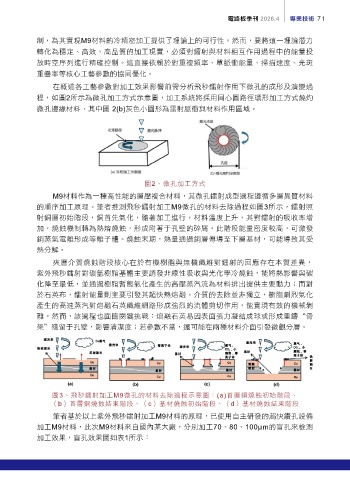
在概述各工藝參數對加工效果影響前需分析飛秒鐳射作用下微孔的成形及演變過
程,如圖2所示為微孔加工方式示意圖,加工系統將採用同心圓路徑環形加工方式燒灼
微孔邊緣材料,其中圖 2(b)灰色小圓形為雷射脈衝與材料作用區域。
圖2、微孔加工方式
M9材料作為一種高性能的層壓複合材料,其微孔鐳射成型過程遵循多層異質材料
的順序加工原理。筆者推測飛秒鐳射加工M9微孔的材料去除過程如圖3所示,鐳射照
射銅層初始階段,銅首先氣化,隨著加工進行,材料溫度上升,其對鐳射的吸收率增
加,燒蝕機制轉為熱熔燒蝕,形成附著于孔壁的碎屑。此階段能量密度較高,可激發
銅蒸氣電離形成等離子體。燒蝕末期,熱量通過銅層傳導至下層基材,可能導致其受
熱分解。
夾層介質燒蝕階段核心在於有機樹脂與無機纖維對鐳射的回應存在本質差異,
紫外飛秒鐳射對碳氫樹脂基體主要誘發非線性吸收與光化學冷燒蝕,能將熱影響與碳
化降至最低,並通過樹脂暫態氣化產生的高壓蒸汽流為材料排出提供主要動力;而對
於石英布,鐳射能量則主要引發其超快熱熔融。介質的去除並非獨立,樹脂劇烈氣化
產生的高速蒸汽對熔融石英纖維網路形成強烈的流體剪切作用,能實現有效的機械剝
離。然而,該過程也面臨關鍵挑戰:熔融石英易因表面張力凝結成球或形成重鑄“骨
架"殘留于孔壁,影響清潔度;若參數不當,還可能在兩種材料介面引發微觀分層。
圖3、飛秒鐳射加工M9微孔的材料去除過程示意圖:(a)首層銅燒蝕初始階段、
(b)首層銅燒蝕結束階段、(c)基材燒蝕初始階段、(d)基材燒蝕結束階段
筆者基於以上紫外飛秒鐳射加工M9材料的原理,已使用自主研發的超快鑽孔設備
加工M9材料,此次M9材料來自國內某大廠,分別加工70、80、100µm的盲孔來檢測
加工效果,盲孔效果圖如表1所示: