
Page 74 - 電路板季刊第111期
P. 74
72 專業技術 超快鐳射在 M9 AI 高速材料中的應用
表1、超快鑽孔設備加工M9材料表格
如表1所示,設定的 BVH 值(70 µm, 80 µm, 100 µm)與最終加工出的孔徑
(70.982 µm, 80.773 µm, 99.138 µm)在誤差允許範圍內,盲孔圓度在所有孔徑下均
高於 98%,最高達 99%。這表明飛秒鐳射加工出的孔形狀非常規則,接近理想圓形,
除此之外我們可以看出盲孔的錐度隨著孔徑的增加而顯著增加,這表明在加工更小、
更深的孔時,孔的側壁傾斜會更明顯,這可能與鐳射光束的聚焦特性、景深或加工過
程中的等離子體、碎屑遮罩效應有關。
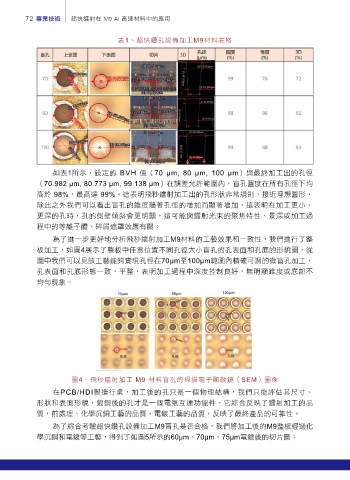
為了進一步更好地分析飛秒鐳射加工M9材料的工藝效果和一致性,我們進行了整
板加工,如圖4展示了整板中任意位置不同孔徑大小盲孔的孔表面和孔底的形貌圖,從
圖中我們可以見該工藝能夠實現孔徑在70µm至100µm範圍內精確可調的微盲孔加工,
孔表面和孔底形態一致,平整,表明加工過程中深度控制良好,無明顯錐度或底部不
均勻現象。
圖4、飛秒鐳射加工 M9 材料盲孔的掃描電子顯微鏡(SEM)圖像
在PCB/HDI製造行業,加工後的孔只是一個物理結構,我們只能評估其尺寸、
形狀和表面形貌,鍍銅後的孔才是一個電氣互連功能件,它綜合反映了鐳射加工的品
質,前處理、化學沉銅工藝的品質,電鍍工藝的品質,反映了最終產品的可靠性。
為了綜合考驗超快鑽孔設備加工M9盲孔是否合格,我們將加工後的M9整板經過化
學沉銅和電鍍等工藝,得到了如圖5所示的60µm、70µm、75µm電鍍後的切片圖: