
Page 103 - 電路板季刊第110期
P. 103
■ 鐳射鑽孔加工
‧微孔加工精度挑戰:AI加速卡(如OAM)採用5階及以上HDI工藝,最小孔徑要求為0.075mm。
‧異質材料吸收率差異大:PCB異質材料鐳射波長的吸收率存在顯著差異,鑽孔一致性和孔壁品質不均。
電路板季刊 2026.1 大陸面面觀 101
‧熱影響區控制:Q布的熔點高達1700℃,傳統CO2鐳射作為熱加工,熔化石英纖維同時對周圍的樹脂造成過燒。
‧填料對鐳射的干擾:球形矽微粉改變樹脂的熱物理性質,對鐳射的散射和反射作用干擾能量的均勻分佈,控制難度大。
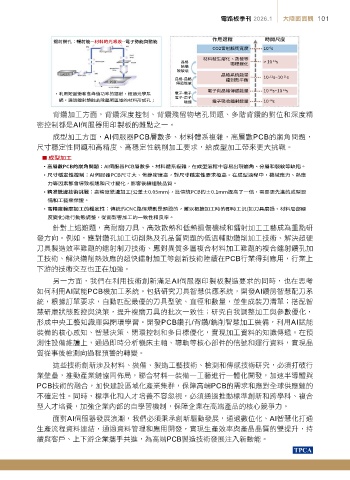
作用過程 時間尺度
鐳射鑽孔:輻射能—材料的光吸收--電子勢能與動能
CO2雷射脈衝寬度 10 s
-6
材料發生熔化、蒸發等
-11
晶格 物理變化 > 10 s
結構
被破壞
晶格系統能量
-11
12
晶格-晶格 達到熱平衡 10- s~10 s
傳遞能量
-13
電子向晶格傳遞能量 10 s~10 s
-12
‧利用短脈衝和高峰值功率的鐳射,經過光學系 電子-電子
電子-原子
統,通過鐳射燒蝕去除輻照區域的材料形成孔;
-14
碰撞 電子吸收鐳射能量 10 s
背鑽加工方面,背鑽深度控制、背鑽殘留物堵孔問題、多階背鑽的對位和深度精
密控制都是AI伺服器用印製板的難點之一。
成型加工方面,AI伺服器PCB層數多、材料體系複雜,高層數PCB的崩角問題,
尺寸穩定性問題和高精度、高穩定性銑削加工要求,給成型加工帶來更大挑戰。
■ 成型加工
‧高層數PCB的崩角問題:AI伺服器PCB層數多、材料體系複雜,在成型過程中容易出現崩角、分層和裂紋等缺陷。
‧尺寸穩定性控制:AI伺服器PCB尺寸大、佈線密度高,對尺寸穩定性要求極高。在成型過程中,機械應力、熱應
力等因素都會導致板翹和尺寸變化,影響後續組裝品質。
‧精准銑邊技術挑戰:高精度銑邊加工(公差±0.05mm),比傳統PCB的±0.1mm提高了一倍,需要更先進的成型設
備和工藝來保證。
‧高精度輪廓加工的穩定性:傳統的CNC路徑規劃是預設的,難以根據加工時的即時工況(如刀具磨損、材料局部硬
度變化)進行動態調整,從而影響加工的一致性和良率。
針對上述難題,高耐磨刀具、高效散熱和低熱損傷機械和鐳射加工工藝成為重點研
發方向。例如,應對鑽孔加工切削熱及孔品質問題的低溫輔助鑽削加工技術、解決超硬
刀具製造效率難題的鐳射制刀技術、應對異質多層複合材料加工難題的複合鐳射鑽孔加
工技術、解決鑽削熱效應的超快鐳射加工等創新技術陸續在PCB行業得到應用,行業上
下游的技術交互也正在加強。
另一方面,我們在利用技術創新滿足AI伺服器印製板製造要求的同時,也在思考
如何利用AI賦能PCB機加工系統。包括研究刀具智慧供應系統,開發AI鑽房智慧配刀系
統,根據訂單要求,自動匹配最優的刀具型號、直徑和數量,並生成裝刀清單;搭配智
慧研磨狀態監控與決策,提升複磨刀具的批次一致性;研究自我調整加工與參數優化,
形成中央工藝知識庫與閉環學習。開發PCB鑽孔/背鑽/銑削智慧加工裝備,利用AI賦能
裝備的核心感知、智慧決策、閉環控制和多目標優化,實現加工資料的知識傳遞。在預
測性設備維護上,通過即時分析機床主軸、導軌等核心部件的信號和運行資料,實現品
質從事後檢測向過程預警的轉變。
這些技術創新涉及材料、裝備、製造工藝技術、檢測和傳感技術研究,必須打破行
業壁壘,推動產業鏈協同佈局,聯合材料—裝備—工藝進行一體化開發,加速半導體與
PCB技術的融合,加快建設區域化產業集群,保障高端PCB的需求和應對全球供應鏈的
不確定性。同時,標準化和人才培養不容忽視,必須通過推動標準創新和跨學科、複合
型人才培養,加強企業內部的自學習機制,保障企業在高端產品的核心競爭力。
面對AI伺服器發展浪潮,我們必須秉承創新驅動發展,通過數位化、AI智慧化打通
生產流程資料連結,通過資料管理和應用開發,實現生產效率與產品品質的雙提升,持
續與客戶、上下游企業攜手共進,為高端PCB製造技術發展注入新動能。