
Page 102 - 電路板季刊第110期
P. 102
100 大陸面面觀 AI驅動下的高端PCB機械加工技術創新
AIᚨਗɨٙ৷၌ PCB
AIᚨਗɨٙ৷၌PCB
ዚ̋ʈҦஔ௴อ
ዚ̋ʈҦஔ௴อ
黃欣
廣州廣合科技股份有限公司
AI伺服器核心單元包括計算模組、交換單元、電源模組、系統背板等,各功能模
組通過不同類型的PCB 協同工作,以滿足極高的算力和資料吞吐需求。目前AI伺服器
朝著算力提升、硬體升級、優化傳輸、降低能耗方向快速發展,對所用的印製電路板
提出了更高要求。主要體現在:
1、結構方面:高層數設計、大尺寸板卡、厚度增加。
2、 材料方面:超低介電常數和低介質損耗因數的高頻高速材料、超低/極低粗糙度銅
箔、高性能玻纖布、高性能樹脂、填料粒徑/比例上升。
3、 信號完整性方面:背鑽工藝增多、阻抗控制的精密化、電源完整性的挑戰更為
嚴苛。
由此帶動AI伺服器用印製電路板製造技術加速發展,給機械鑽孔、背鑽、鐳射鑽
■ 機械鑽孔加工
‧高厚徑比微孔加工:30:1以上厚徑比海量微孔高效低成本加工(孔位精度、斷針、效率、成本);
孔和高精度成型等機械加工工序帶來極大挑戰。
‧刀具磨損急劇加速:Q布(石英布)莫氏硬度接近7級,而硬質合金微細鑽頭硬度約8-9級;
機械鑽孔加工方面,高厚徑比微孔加工需滿足高孔位精度要求的同時,還面臨斷
‧孔口品質難以控制:高硬度球形矽微粉填料、脆性的石英纖維和在鑽削衝擊下易剝落;
針、效率低及加工成本高的難題。
‧鑽削熱量積聚與排屑困難:M9材料整體熱膨脹係數(CTE)極低,鑽孔過程中產生的熱量易積聚在鑽頭刃部。
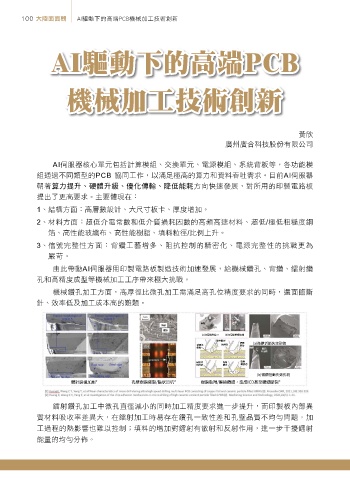
樹脂
樹脂
溝槽
壓痕
(a)切屑黏附橫刃 (b)切屑黏附螺旋槽
脆性斷裂
擠壓 (a)微鑽折斷失效形貌
玻璃態 橡膠態 變形
樹脂 軸線 斷面
外法線
樹脂切 黏附 黏附
屑團聚 橫刃 螺旋槽
(b)微鑽扭斷失效形貌
鑽針磨損加劇* 孔壁樹脂撕裂/點狀凹坑* 樹脂黏附/纏繞鑽頭,造成ICD甚至鑽頭斷裂*
鐳射鑽孔加工中微孔直徑減小的同時加工精度要求進一步提升,而印製板內部異
質材料吸收率差異大,在鐳射加工時易存在鑽孔一致性差和孔壁品質不均勻問題,加
工過程的熱影響也難以控制;填料的增加對鐳射有散射和反射作用,進一步干擾鐳射
能量的均勻分佈。